

올 바른 조작 법 을 적용 하면, 페인트 보수 에 서 는 귤껍질, 기포 등 흔 한 페인트 문 제 를 피 할 수 있다.페인트 보 수 는 여러 가지 절차 가 있 지만 페인트 문제 의 가능성 은 여전히 높다.이러한 문제 가 발생 하 는 원인 은 보통 퍼티 층 이나 프 라 이 머 처리 가 부당 하고 도장 을 찍 는 과정 이 통제 되 지 않 으 며 작업 환경 이 열악 하고 페인트 성분 의 편차 등 이다.도장 을 찍 는 과정 에서 문제 가 발견 되면 작업 을 중단 하고 즉각 적 인 조 치 를 취 할 수 있다.문 제 는 상황 에 따라 도장 을 찍 은 후에 처리 할 수도 있다.
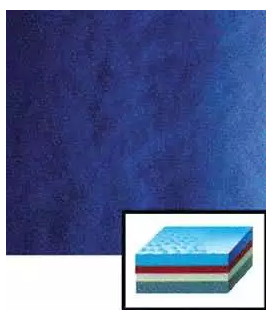
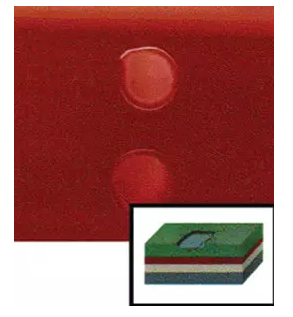
스프레이 에서 흔히 볼 수 있 는 페인트 결함 및 처리 방법 에 대한 분석 은 다음 과 같다.공기 습도 가 낮 아 지면 에나멜 이 균일 해 지면 기포 가 사라 진다.
(1) 에 의 한
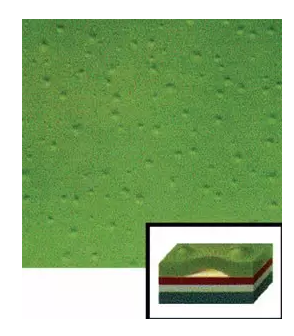
① 면 칠, 부 칠, 바탕 칠 과 기재 간 의 밀 착 력 이 부족 하면 기포 가 생 길 수 있다.오 삭.② 페인트 의 삼투 성 이 비교적 좋다.매우 덥 고 습 한 조건 하에 서 물 은 액체 형태 로 칠 막 에 스 며 든 후 수증기 형태 로 칠 막 에서 증발 하여 기포 가 생 긴 다.
(2) 보 정 방법
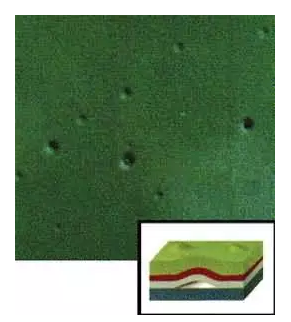
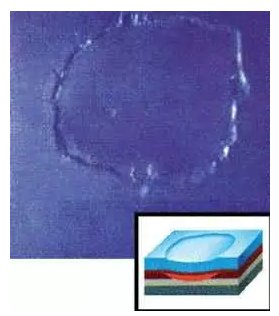
① 마른 맷돌 만 이 습 한 날씨 에 쓸 수 있다.스프레이 전에 압축 공 기 를 건조 하 게 유지 하여 스프레이 표면 이 완전히 건조 하도록 한다.오 삭.② 스프레이 후의 부품 은 완전히 건조 하기 전에 습 하고 무 더 운 환경 에 놓 아 서 는 안 된다.오 삭.③ 기포 가 터 지면 수분 이 날 아 갈 때 까지 기다 릴 수 있 고, 칠 막 은 원래 상태 로 회복 된다.문제 가 심각 할 때, 다시 분사 하기 전에 반드시 부품 을 철저하게 연마 해 야 한다.이것 은 가장 좋 은 선택 이다.오염 으로 인 한 기포 도 기포 라 고 한다.두드러기페인트 표면 에 불규칙 한 거품 이 일어 난 것 이다.
(1) 에 의 한
① 주요 원인 은 기질 오염 이다.스프레이 하기 전에 적절 한 청결 과 준비 작업 을 하지 않 았 다.오 삭.② 기관 이나 스프레이 도구 로 인 한 오염.
(2) 보 정 방법
① 스프레이 표면 을 깨끗하게 닦 고 왁스, 유지, 광택 제 등 물질 을 철저히 제거 합 니 다.오 삭.② 공기 압축, 기관 제공, 분무기 등 공구 의 청결 을 확보 하 다.오 삭.③ 기포 가 생기 면 표면 을 부 드 럽 게 문 지 르 고, 에나멜 이 상하 지 않도록 주의 한 후 다시 표면 을 다 듬 어 줍 니 다.심 한 경우 에는 표면 을 누 드 메 탈 로 갈 아 다시 뿌 려 야 한다.
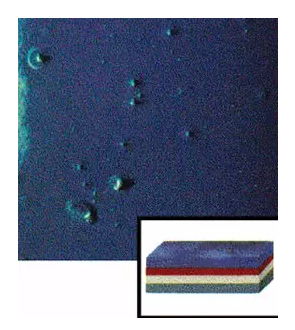
3. 먼지
를 칠 할 때, 페인트 에 이물 질 이나 얼룩이 있 을 수 있 으 며, 먼지 나 얼룩이 칠 막 에 감 싸 져 있다.
(1) 에 의 한
(2) 보 정 방법
(2) 보 정 방법
① 페인트 작업장 의 청결 을 유지 하고 페인트 실내의 여과 면 을 정기 적 으로 교체 하 며 페인트 실내 에서 느끼 를 닦 는 것 을 금지한다.오 삭.② 압축 공기 청결 을 확보 하고 필 터 를 정기 적 으로 교체 합 니 다.스프레이 하기 전에 압축 공기 나 먼지 가 없 는 천 을 사용 하여 표면 을 깨끗하게 분사 해 야 한다.오 삭.③ 페인트 가 잘 밀봉 되 어 있다.스프레이 하기 전에 페인트 를 충분히 섞 고 걸 러 야 한다.오 삭.④ 먼지 반점 이 있 으 면, 다시 바 르 기 전에 표면 을 매 끄 럽 게 닦 아야 한다.가 벼 운 먼지 반점 에 얇 은 사포 로 문 질 러 광 을 낸다.깃털 모양 의 가장자리 가 갈 라 진다: 칠 막 은 깃털 모양 의 가장자리 에 갈 라 지고 페인트 를 뿌 린 후 바로 나타난다.
① 주요 원인 은 기질 오염 이다.스프레이 하기 전에 적절 한 청결 과 준비 작업 을 하지 않 았 다.오 삭.② 기관 이나 스프레이 도구 로 인 한 오염.
① 과도 하 게 희석 하거나 저질 시 너 를 사용한다.오 삭.② 빗 면 의 가장 자 리 를 갈 때 굵 은 사포 를 사용 한 적 이 있 으 며, 페인트 앞 에 적당 한 처리 가 없 으 며, 페인트 속 의 용 제 는 사포 의 흔적 에 들 어가 서 에나멜 을 부식 시킨다.오 삭.③ 페인트 에 칠 한 페인트 가 너무 두 껍 거나 너무 습 해서 페인트 속 의 용 제 를 밖으로 날 릴 시간 이 충분 하지 않다.오 삭.④ 오래된 에나멜 이 생기 거나 예전 에 고 친 결함 이 있 거나 너무 많은 느끼 함 을 사용한다.
(2) 보 정 방법
① 깃털 모양 의 가장 자 리 를 정확하게 다 듬 어 과 도 를 부 드 럽 게 하고 그 어떠한 뾰족 한 뿔 과 층 차 를 피한다.오 삭.② 요구 에 따라 시 너 를 사용 하고 현장의 구체 적 인 상황 에 따라 정확 한 희석 비 를 사용한다.오 삭.③ 표면 이 건조 할 수 밖 에 없 으 므 로 스프레이 칠 막 을 말리 지 마 세 요.오 삭.④ 균열 이 생 겼 을 때, 스프레이 후 에는 에나멜 표면 을 매 끄 럽 게 닦 아야 한다.
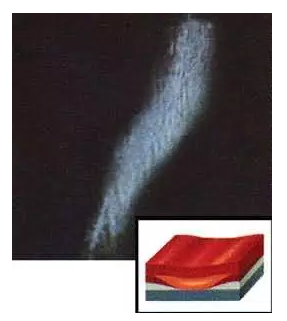
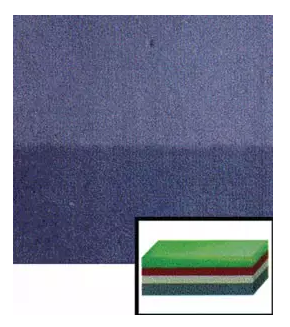
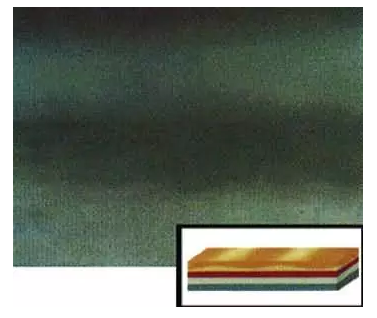
5. 줄무늬알루미늄 페인트 가 뜨 는 것 이 라 고도 하 는데 이것 은 알루미늄 페인트 와 진주 베이스 칠 에서 흔히 볼 수 있 는 문제 이다.에나멜 은 필획 처럼 보이 고 알루미늄 페인트 주위 에 다크서클 이 있 거나 표면 에 색 이 다르다.이런 현상 이 프 라 이 머 에서 발생 한다 면, 보통 니스 를 바른 후에 야 발견 할 수 있다.
(1) 에 의 한
(2) 보 정 방법
(2) 보 정 방법
① 요구 에 따라 알루미늄 페인트 를 희석 시 키 고 정확 한 스프레이 기법 을 파악 한다. 예 를 들 어 분무기 와 표면의 거 리 를 조정 하고 분무기 의 속 도 를 조절 하 는 등 이다.오 삭.② 페인트 가 너무 두 껍 지 않도록 해라.페인트 작업장 의 온 도 를 적당 하 게 높이다.필요 하 다 면, 에나멜 사이 의 방치 시간 을 연장 하 라.오 삭.③ 스 트 라 이 프 가 생기 면 정확 한 희석 비 와 시공 기술 로 다시 페인트 를 칠 하 는 것 을 권장 합 니 다.스 트 라 이 프 가 이미 칠 한 프 라 이 머 에 있다 면, 필름 을 벗 기 고 다시 뿌 려 야 한다.
6. 페인트 표면 침하
① 주요 원인 은 기질 오염 이다.스프레이 하기 전에 적절 한 청결 과 준비 작업 을 하지 않 았 다.오 삭.② 기관 이나 스프레이 도구 로 인 한 오염.
(1) 에 의 한
① 다 층 페인트 를 칠 할 때 앞 층 의 페인트 표면 이 완전히 건조 하지 않다.오 삭.② 저 광택 의 중간 코팅 을 칠 할 때 느끼 함 이 가라앉 는 것 을 발견 하기 어렵다.그러나 하 이 라이 터 를 바 를 때 는 칠 면 침하 현상 이 나타난다.오 삭.③ 짧 은 시간 안에 여러 겹 의 페인트 를 바 르 고 중간 에 페인트 와 페인트 사이 에 오래 머 무 르 지 못 한다.
(2) 보 정 방법
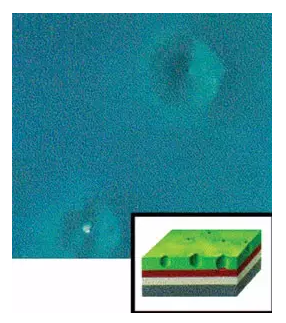
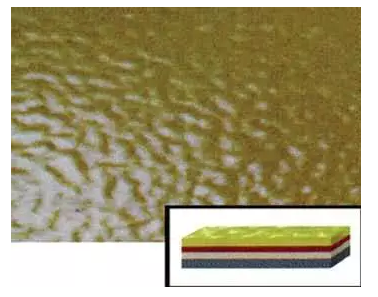
① 모든 퍼티 층 은 완전히 건조 해 야 하 며, 특히 악 천후 나 저온 에 서 는 더욱 건조 해 야 한다.오 삭.② 중간 칠, 면 칠, 습 막 은 두 껍 지 않 고 층 간 의 방치 시간 은 요구 에 따라 조절 한다.오 삭.③ 젖은 에나멜 표면 을 말리 지 마 세 요. 표면 을 건조 하 게 만 들 뿐 에나멜 에 있 는 용제 가 완전히 날 아가 지 않 기 때 문 입 니 다.오 삭.④ 에나멜 이 가라앉 을 때 표면 을 매 끄 러 운 상태 로 광택 을 내 고 다시 도포 한다.바늘구멍 도 움푹 팬 구덩이 라 고 하 는데, 칠 막 에 생기 는 밀집 구멍 이다.
(1) 에 의 한
① 스프레이 용 압축 공기 에 수분 이 포함 되 어 있 거나 도료 에 잘못된 유형 이나 수량의 시 너 지 를 사 용 했 습 니 다.오 삭.② 습 한 코팅 이 너무 두 껍 고 페인트 는 건조기 로 강제 건조 시 키 거나 스프레이 작업장 의 온도 가 너무 높 거나 너무 낮 습 니 다.
(2) 보 정 방법
① 가스 원 을 공급 하 는 공기 압축기 의 배기 밸브 는 매일 열 어서 축 적 된 수분 을 유출 시 켜 야 한다.오 삭.② 코팅 이 너무 두 껍 지 않도록 하 세 요.중간 두께 의 막 은 정확 한 용매 의 휘발 을 확보 했다.표면 에 껍질 이 맺 히 거나 용제 가 칠 막 에 머 물 수 있 으 므 로, 아직 마 르 지 않 은 페인트 표면 을 말리 지 말 아야 한다.오 삭.③ 건조 규정 을 엄 격 히 준수 하 다.정확 한 시 너 지 를 선택 하고 추천 비율 에 따라 희석한다.오 삭.④ 정확 한 분무기 를 사용 하여 압력 을 조절 하여, 양호 한 분무 효 과 를 보장 한다.오 삭.⑤ 바늘 구멍 이 생기 면, 표면 을 매 끄 럽 게 광 을 내 고 다시 도포 한다.
8. 분 화 된
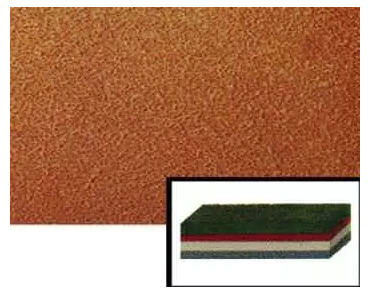
도료 에 들 어 있 는 안료 의 입자 들 은 더 이상 점 결제 작용 의 영향 을 받 지 않 으 며, 칠 막 표면 은 분 형 으로 무 뎌 지고 퇴색 되 며 광택 을 잃 는 다.
(1) 에 의 한
① 주요 원인 은 기질 오염 이다.스프레이 하기 전에 적절 한 청결 과 준비 작업 을 하지 않 았 다.오 삭.② 기관 이나 스프레이 도구 로 인 한 오염.
(2) 보 정 방법
① 적절 한 시 너 를 선택해 서 스프레이 하기 전에 페인트 를 골 고루 섞는다.오 삭.② 가 벼 운 분 화 는 광택 을 통 해 제거 할 수 있 으 며, 심각 한 경우 에는 납 과 돌 을 광택 을 내 고 심 한 경우 에는 다시 도포 해 야 한다.산성 부식 표면 에 거 친 줄무늬 가 생기다.줄무늬 의 가장자리 가 산 의 부식 으로 인해 에나멜 에 가 라 앉 았 다.때때로 필름 의 색깔 이 바 뀌 어 표면 이 고 르 지 못 하 게 변 하기 도 한다.
(1) 에 의 한
① 시큼 한 액체 i
(2) 보 정 방법
① 주요 원인 은 기질 오염 이다.스프레이 하기 전에 적절 한 청결 과 준비 작업 을 하지 않 았 다.오 삭.② 기관 이나 스프레이 도구 로 인 한 오염.
(2) 보 정 방법
① 주요 원인 은 기질 오염 이다.스프레이 하기 전에 적절 한 청결 과 준비 작업 을 하지 않 았 다.오 삭.② 기관 이나 스프레이 도구 로 인 한 오염.
(2) 보 정 방법
① 주요 원인 은 기질 오염 이다.스프레이 하기 전에 적절 한 청결 과 준비 작업 을 하지 않 았 다.오 삭.② 기관 이나 스프레이 도구 로 인 한 오염.
(2) 보 정 방법
① 주요 원인 은 기질 오염 이다.스프레이 하기 전에 적절 한 청결 과 준비 작업 을 하지 않 았 다.오 삭.② 기관 이나 스프레이 도구 로 인 한 오염.
(2) 보 정 방법
(2) 보 정 방법
(2) 보 정 방법

 English
English 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية tiếng việt
tiếng việt Polska
Polska